
Fraiseuse de forage CNC à usage intensif

Perceuse et fraiseuse CNC
Perceuse et fraiseuse CNC à grande vitesse
Application mécanique
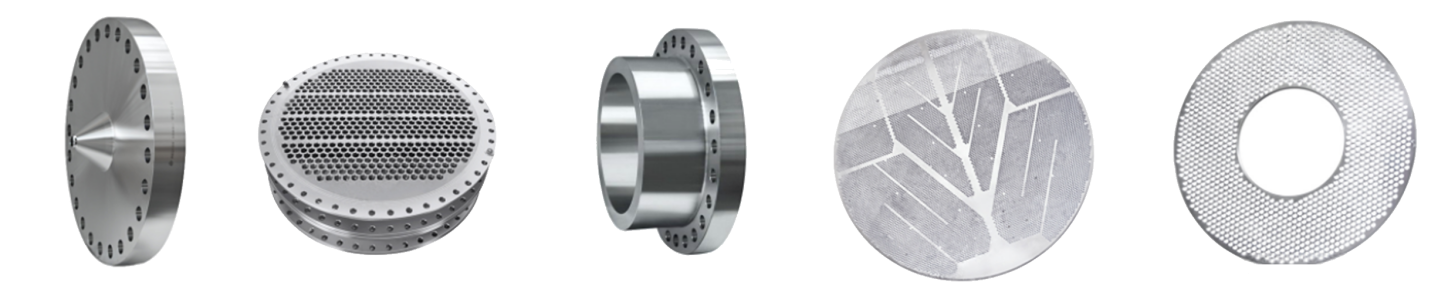
Les perceuses et fraiseuses CNC sont principalement utilisées pour le perçage efficace de pièces dont l'épaisseur se situe dans la plage efficace, telles que les plaques, les brides, les disques et les bagues.Les trous traversants et les trous borgnes peuvent être percés sur différents types de matériaux.La machine est contrôlée numériquement avec une utilisation facile.Il peut atteindre l'automatisation, la haute précision, les variétés multiples, la production de masse.
Afin de répondre aux besoins de traitement des différents utilisateurs, notre société a développé une variété de machines.En plus des modèles conventionnels, il peut également être personnalisé en fonction des besoins réels des clients.
Structure de la machine
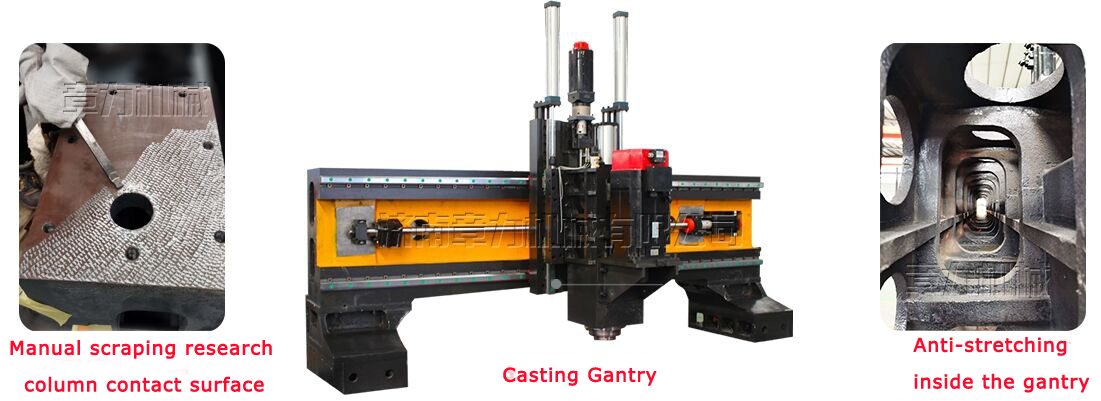
Cet équipement est principalement composé d'une table de lit, d'un portique mobile, d'une selle coulissante mobile, d'une broche de perçage et de fraisage, d'un dispositif de lubrification automatique et d'un dispositif de protection, d'un dispositif de refroidissement par circulation, d'un système de contrôle CNC, d'un système électrique, etc.Le support et le guidage du guide de la ligne de roulement et de l'entraînement par vis sans fin de précision, la machine a une précision de positionnement élevée et une précision de positionnement répétée.
1)Table de travail:
La table de travail adopte une structure de coulée et le plan a une rainure en T avec une disposition de finition raisonnable pour le serrage des pièces.Au-dessus du lit, des rainures en T sont disposées.Le système d'entraînement utilise un servomoteur AC et une vis à billes de précision pour entraîner des deux côtés afin de faire bouger le portique dans la direction de l'axe Y.Des boulons réglables sont répartis sur le bas du lit, ce qui permet de régler facilement le niveau de la table de lit.
2)MoVingportique:
Le portique mobile est coulé en fonte grise 250 et deux paires de guides linéaires roulants de très grande capacité sont installées sur la face avant du portique.Un ensemble de paires de vis à billes de précision et un servomoteur font glisser la tête motrice dans la direction de l'axe X.Une tête motrice de forage est installée sur la glissière de la tête motrice.Le mouvement du portique est réalisé par le servomoteur entraînant le fil à billes sur la vis à billes à travers l'accouplement de précision.

3)MoVingselle coulissante:
La selle coulissante mobile est un élément structurel de précision en fonte.Deux glissières de rail NC ultra-haute capacité et un ensemble de paires de vis à billes de précision et un réducteur planétaire de haute précision sont connectés au servomoteur pour entraîner la tête de forage.Le déplacement dans la direction de l'axe Z peut réaliser une avance rapide, un travail en avant, un rembobinage rapide et l'arrêt de la tête motrice.Avec brise-copeaux automatique, évacuation des copeaux, fonctions de pause.
4)Tête de forage(Broche):
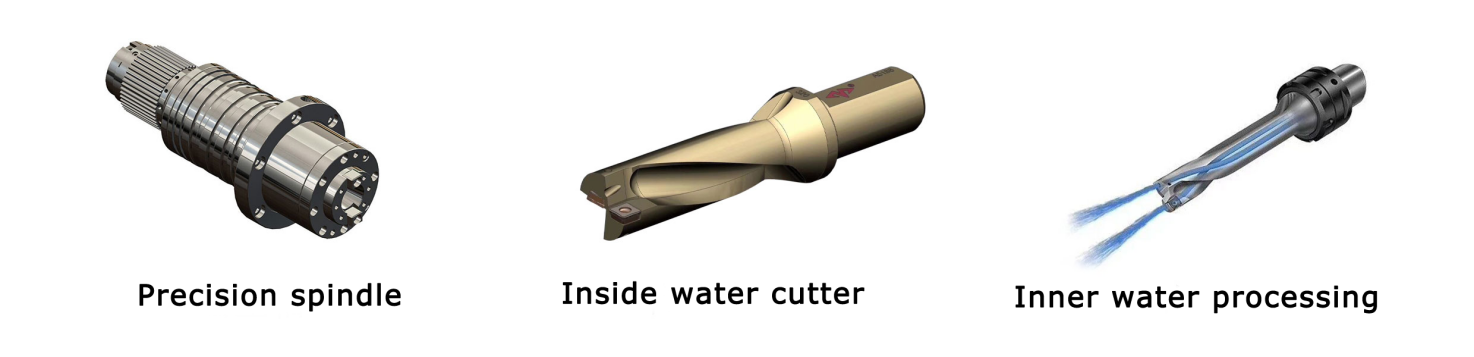
La tête de forage utilise un servomoteur de broche dédié, qui entraîne une broche de précision dédiée en décélérant la courroie synchrone crantée pour augmenter le couple.La broche utilise des roulements à contact oblique japonais à trois, deux et cinq rangées avant pour obtenir un changement de vitesse en continu.Remplacement rapide et facile, l'alimentation est entraînée par un servomoteur et une vis à billes.Les axes X et Y peuvent être liés et un contrôle en boucle semi-fermée est utilisé pour obtenir des fonctions d'interpolation linéaires et circulaires.
L'extrémité de la broche est un trou conique BT40, équipé d'un joint rotatif à grande vitesse Rotorfoss d'Italie, qui peut utiliser une perceuse en U à grande vitesse (perceuse violente) et un foret de base pour évacuer l'eau. La fonction de sortie d'eau centrale de la broche peut améliorer l'efficacité de coupe, réalisez le traitement des trous profonds et protégez l'outil pour réduire le coût d'utilisation.
5)Dispositif de lubrification automatique et dispositif de protection:
tels que rails de guidage, vis mères, crémaillères, etc., sans coins morts pour assurer la durée de vie de la machine-outil.Les axes X et Y de la machine-outil sont équipés de capots de protection anti-poussière et des protections anti-éclaboussures étanches sont installées autour de l'établi.

6)Système de contrôle CNC:
6.1Avec la fonction de bris de copeaux, le temps de bris de copeaux et le cycle de bris de copeaux peuvent être réglés sur l'interface homme-machine.
6.2Avec la fonction de levage de l'outil, la hauteur de levage de l'outil peut être réglée sur l'interface homme-machine.Lors du perçage à cette hauteur, le foret est rapidement levé vers le haut de la pièce, puis le copeau est projeté, puis avancé rapidement vers la surface de perçage et automatiquement converti en travail.
6.3 Le boîtier de commande de fonctionnement centralisé et l'unité portable adoptent un système de contrôle numérique et sont équipés d'une interface USB et d'un écran LCD à cristaux liquides.Afin de faciliter la programmation, le stockage, l'affichage et la communication, l'interface d'exploitation dispose de fonctions telles que le dialogue homme-machine, la compensation d'erreur et l'alarme automatique.
6.4 La machine a pour fonction de prévisualiser et de revérifier la position du trou avant le traitement, et l'opération est très pratique.

7)Pince de rail
La pince est composée d'un corps de pince et d'un actionneur.Il s'agit d'un composant fonctionnel hautes performances utilisé avec la paire de guides linéaires roulants.Il génère une forte force de serrage grâce au principe d'expansion du bloc en forme de coin.Caractéristiques qui augmentent la rigidité.
Caractéristiques:
- Sûr et fiable, force de serrage élevée, serrage de l'axe XY immobile pendant le perçage et le taraudage.
- Force de serrage extrêmement élevée, augmente la rigidité de l'alimentation axiale et empêche le micro-mouvement causé par les vibrations.
- Le temps de réponse rapide, d'ouverture et de fermeture n'est que de 0,06 seconde, ce qui protège la machine-outil et améliore la durée de vie de la vis.
- Surface nickelée durable, bonne performance antirouille.
Nouvelle conception pour éviter les chocs rigides lors du serrage.
8)Éliminateur automatique de copeaux et dispositif de refroidissement par circulation :
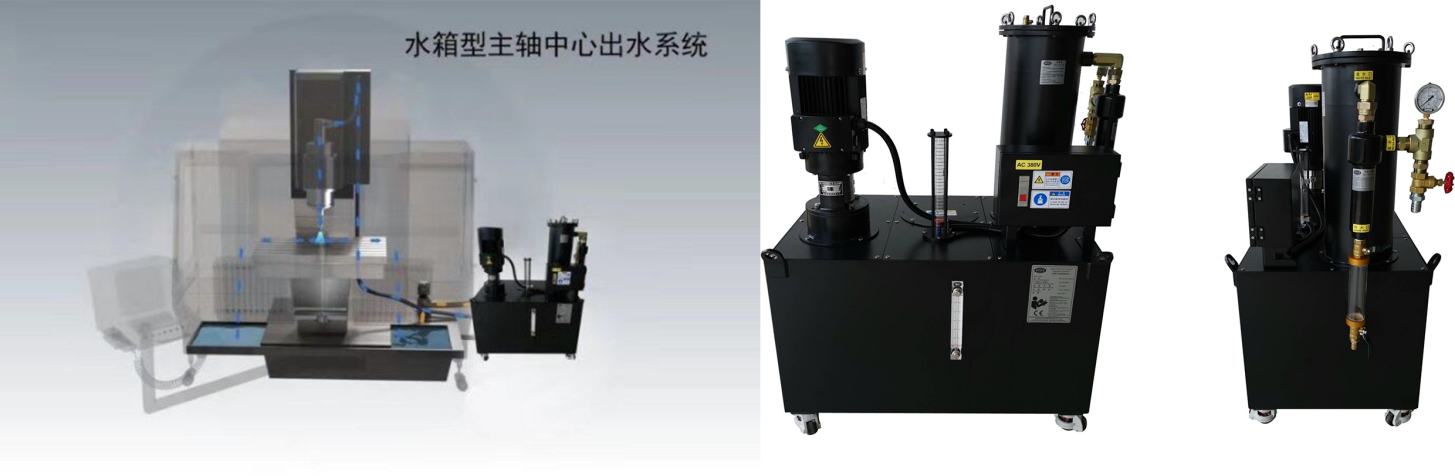
Un enlèvement de copeaux automatique est disposé à l'arrière de l'établi et un filtre est disposé à l'extrémité.L'éliminateur automatique de copeaux est du type à chaîne plate et une pompe de refroidissement est installée d'un côté.La sortie de la puce est reliée au système central de filtration d'eau.Le liquide de refroidissement s'écoule dans l'éjecteur de copeaux.La pompe de relevage de l'éjecteur de copeaux entraîne le liquide de refroidissement dans le système central de filtration d'eau.La pompe de refroidissement haute pression fait circuler le liquide de refroidissement filtré pour la coupe et le refroidissement.Et il est équipé d'un chariot de transport de copeaux, ce qui est très pratique pour transporter des copeaux de fer.Cet équipement est équipé d'un système de refroidissement interne et externe pour les couteaux.Lors du perçage à grande vitesse, les fraises sont refroidies par de l'eau interne et externe lors d'un fraisage léger.
Alarme de manque d'eau
1) Lorsque le liquide de refroidissement dans le filtre est au niveau de liquide moyen, le système connecte automatiquement le moteur pour démarrer et le liquide de refroidissement dans le dissolvant de copeaux s'écoule automatiquement dans le filtre.Lorsque le niveau de liquide élevé est atteint, le moteur s'arrête automatiquement de fonctionner.
2) Lorsque le liquide de refroidissement dans le filtre est à un niveau bas, le système déclenchera automatiquement l'alarme de la jauge de niveau de liquide, la broche rétractera automatiquement l'outil et la machine suspendra le travail.
9)Système de filtration de sortie centrale:
La machine est équipée de série d'un système central de filtration d'eau, qui permet de filtrer efficacement les impuretés du liquide de refroidissement.Le système d'eau de pulvérisation interne peut empêcher les broches de fer de s'emmêler sur l'outil pendant le traitement, réduisant l'usure de l'outil, prolongeant la durée de vie de l'outil, améliorant la finition de surface de la pièce, la broche de sortie d'eau haute pression de la pointe de la lame peut bien protéger la surface de la pièce, protéger le joint rotatif à grande vitesse, empêcher les impuretés de bloquer le joint rotatif et améliorer la qualité globale de la pièce et l'efficacité du travail.
dix)Vis à billes et siège intégré au moteur:
La base moteur est un produit à haute concentricité reliant la vis à billes et le moteur.Le roulement apparié à contact oblique (classe de précision C5) est intégré pour améliorer la précision et assurer un jeu axial nul de la vis à billes lorsque le moteur est en marche avant et arrière.Il est particulièrement adapté aux équipements à grande vitesse.
Précision d'assemblage : la vis à billes et le moteur sont installés en un seul à travers la base du moteur.Réduisez l'erreur de concentricité de l'arbre du moteur et de l'arbre de la vis à billes, contrôlez-le à plus ou moins 0,01 mm et la perpendicularité de la face d'extrémité est de 0,01.
11)Table auto-centrante à quatre griffes(facultatif)
La table de travail de l'équipement à centrage automatique est équipée d'un mandrin à centrage hydraulique à quatre mâchoires.La pièce peut être centralisée automatiquement dans une pince sans que chaque pièce ne patrouille pour trouver le centre.Le serrage est rapide et pratique.
Résolvez le problème que la pièce avec un cercle d'indexation de moins de 1600 mm de diamètre est serrée en appuyant sur la plaque après l'alimentation, puis en recherchant le centre, ce qui prend moins de temps et prend plus de temps de serrage que le temps de traitement.
Le mandrin à quatre mors à centrage automatique développé indépendamment avec une grande course de mâchoire rend difficile le contact de la pièce avec la mâchoire lors du serrage.La structure en bande avec patin est utilisée. Elle résout la situation dans laquelle les mâchoires hydrauliques ou pneumatiques ont peu de déplacement sur le marché et les grandes pièces impacteront les mâchoires lors du levage, causant des dommages aux mandrins.
Les quatre mâchoires de l'établi sont de style démontable et le retrait de l'établi arrière est une plate-forme normale avec sa propre rainure en T. Il améliore la gamme d'applications d'autres pièces en plus de l'anneau.
Spécificationn
| Modèle | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Taille de travail | Longueur*Largeur (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Tête de forage verticale | Cône de broche | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 | BT40/ BT50 |
| Diamètre de perçage (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Diamètre de taraudage (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Vitesse de broche (r/min) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| Puissance de broche (Kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Distance entre l'extrémité inférieure de la broche et la surface de travail (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Précision de positionnement répétée (X/Y/Z) | X/Y/Z | ±0.01/1000mm | ±0.01/1000mm | ±0.01/1000mm | ±0.01/1000mm |
| Poids brut (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Outil de magazine | Magasin d'outils de ligne | ||||
Contrôle de la qualité
Chaque machine de Bosman est calibrée avec un interféromètre laser de la société britannique RENISHAW, qui inspecte et compense avec précision les erreurs de pas, le jeu, la précision de positionnement et la précision de positionnement répétée pour assurer la dynamique, la stabilité statique et la précision de traitement de la machine..Test de barre à billes Chaque machine utilise un testeur de barre à billes de la société britannique RENISHAW pour corriger la précision du cercle réel et la précision géométrique de la machine, et effectuer des expériences de coupe circulaire en même temps pour garantir la précision d'usinage 3D et la précision du cercle de la machine.

Service avant et après
1)Avant l'entretien
Grâce à l'étude de la demande et des informations nécessaires des clients puis des commentaires à nos ingénieurs, l'équipe technique Bossman est responsable de la communication technique avec les clients et de la formulation de solutions, aidant le client à sélectionner la solution d'usinage appropriée et les machines appropriées.
2) après service
A. La machine avec une garantie d'un an et payée pour un entretien à vie.
B. Pendant la période de garantie d'un an après l'arrivée de la machine dans le port de destination, BOSSMAN fournira des services de maintenance gratuits et opportuns pour divers défauts non d'origine humaine sur la machine, et remplacera en temps opportun toutes sortes de pièces endommagées non d'origine humaine. frais .Les pannes survenant en dehors de la période de garantie doivent être réparées moyennant des frais appropriés.
C.Support technique en 24 heures en ligne, TM, Skype, E-mail, résolvant les questions relatives à temps.si cela ne peut pas être résolu, BOSSMAN organisera immédiatement l'arrivée d'un ingénieur après-vente sur place pour réparation, l'acheteur doit payer le VISA, les billets d'avion et l'hébergement.
Site de l'entreprise






