
Rectifieuse CNC 5 axes GM5X-N
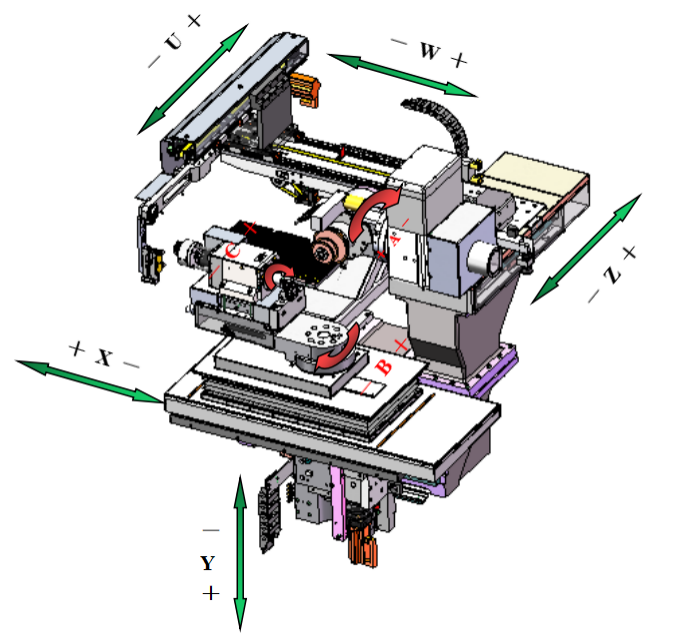
Mschéma de structure principalde machines
Champ d'application
Cette machine produit des fraises et des forets adaptés au traitement des alliages durs et des matériaux en acier rapide.
Cycles de fabrication et de réaffûtage d'outils
1. Fraises en bout standard : rainurage, pelle arrière, affûtage du râteau, affûtage du bord inférieur, numérisation, réaffûtage.
2. Foret standard : rainurage, réduction du diamètre extérieur, affûtage de l'apex, numérisation et meulage.
1. Spécifications techniques
| № | Contenu | Exigence | Nombre | Unité |
| 1.1 | Dimensions de la pièce | |||
| 1.1.1 | Longueur de serrage | ≤ | 230 | mm |
| 1.1.2 | Diamètre de serrage | entre | 2-20 | mm |
| 1.1.3 | Longueur de meulage | ≤ | 150 | mm |
| 1.1.4 | Diamètre de meulage | entre | 0.2-12 | mm |
| 1.2 | Broche de meulage | |||
| 1.2.1 | Type de lecteur | Précis | entraînement direct | - |
| 1.2.2 | Pouvoir | puissance nominale | 13.6 | kW |
| 1.2.3 | Refroidissement | Précis | Refroidi à l'huile | - |
| 1.2.4 | Contrôle de la vitesse de la meule | Précis | Vitesse en continu | - |
| 1.2.5 | Vitesse | entre | 0-10000 | tr/min |
| 1.2.6 | Nombre de têtes de meulage de broche | Précis | 2 | pièces |
| 1.3 | Meule | |||
| 1.3.1 | Diamètre | ≤ | 150 | mm |
| 1.3.2 | Nombre maximum de meules par broche | ≤ | 4 | pièces |
| 1.3.3 | Diamètre de broche des meules | Précis | 25 | mm |
| 1.3.4 | Alimentation en liquide de refroidissement commandée par programme | Précis | Oui | - |
| 1.3.5 | Nombre de buses de liquide de refroidissement | ≥ | 3 | pièces |
| 1.4 | Système de serrage de la pièce | |||
| 1.4.1 | Système de serrage | Précis | Hydraulique, automatique | - |
| 1.4.2 | Pince de serrage | Précis | SCHAUBLIN W20 | - |
| 1.4.3 | Type de lecteur | Précis | entraînement direct | - |
| 1.5 | Paramètres d'axe | |||
| 1.5.1 | Taper | Précis | linéaire | - |
| 1.5.2 | Voyage sur l'axe X | ≤ | 280 | mm |
| 1.5.3 | Voyage sur l'axe Z | ≤ | 130 | mm |
| 1.5.4 | Voyage sur l'axe Y | ≤ | 230 | mm |
| 1.5.5 | Résolution de l'axe XYZ | Précis | 0,0001 | mm |
| 1.5.6 | Vitesse de l'axe XYZ | ≤ | 10 | m/min |
| 1.5.7 | Voyage sur l'axe A | ≤ | 360 | degré |
| 1.5.8 | Résolution de l'axe A | Précis | 0,0001 | degré |
| 1.5.9 | Vitesse de l'axe A | ≤ | 300 | tr/min |
| 1.5.10 | Voyage de l'axe B | ± | 210 | degrés |
| 1.5.11 | Vitesse de l'axe B | ≤ | 12 | tr/min |
| 1.6 | Système de chargement et de déchargement | |||
| 1.6.1 | Système de chargement et de déchargement | Précis | Bras robotisé de type Truss | - |
| 1.6.2 | Nombre de plateaux | Précis | 2 | pièces |
| 1.6.3 | Chargement et déchargement automatique du diamètre de la pièce | Entre | 2-12 | mm |
| 1.6.4 | Chargement et déchargement automatique de la longueur de la pièce | ≤ | 40-200 | mm |
| 1.6.5 | Nombre maximum de pièces | ≤ | 300 | pièces |
| 1.6.6 | Logiciel | Précis | Oui | - |
| 1.7 | Autres composants | |||
| 1.7.1 | Capacité à détecter des pièces sur des machines-outils | Précis | Oui | - |
| 1.7.2 | Système de graissage automatique centralisé | Précis | Oui |
|
| 1.7.3 | Lampe de signalisation tricolore | Précis | Oui | - |
| 1.8 | Facultatif | |||
| 1.8.1 | Équipement de séparation de brouillard d'huile | Précis | Facultatif | - |
| 1.9 | Contrôle | |||
| 1.9.1 | Système de contrôle | Précis | NUM-Flexium+68 | - |
| 1.9.2 | Panneau de commande | Précis | Écran tactile | - |
| 1.9.3 | Axe de commande numérique | Précis | Oui | - |
| 1.9.4 | Affichage couleur | Précis | Oui | - |
| 1.9.5 | Taille d'affichage | Précis | 19 | pouce |
| 1.10 | Module logiciel d'affûtage d'outils | |||
| 1.10.1 | Fraises simples | Précis | Oui | - |
| 1.10.2 | Exercices simples | Précis | Oui | - |
| 1.10.3 | Mode de détection automatique de la sonde | Précis | Oui | - |
| 1.11 | Paramètres électriques de l'équipement | |||
| 1.11.1 | Tension | Précis | 380±10% | V |
| 1.11.2 | Fréquence | Précis | 50±10% | Hz |
| 1.11.3 | Pouvoir | ≤ | 25 | KW |
| 1.12 | Dimensions | |||
| 1.12.1 | Longueur | ≤ | 2 000 | mm |
| 1.12.2 | Largeur | ≤ | 2 800 | mm |
| 1.12.3 | Hauteur | ≤ | 2 200 | mm |
| 1.12.4 | Qualité | ≤ | 4 750 | kg |
2. Liste de configuration standard
| № | Contenu | Modèle | Marque | Nombre | ||
| 2.1 | Machine-outils | |||||
| 2.1.1 | Configuration de l'axe X | |||||
| 2.1.1.1 | - Vis tige | Personnalisé | NSK | 1 PCS | ||
| 2.1.1.2 | - Rail | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 pièces | ||
| 2.1.1.3 | - Échelle optique | LC483-370 | HEIDENHAIN | 1 PCS | ||
| 2.1.2 | Configuration de l'axe Y | |||||
| 2.1.2.1 | - Vis tige | Personnalisé | NSK | 1 PCS | ||
| 2.1.2.2 | - Rail | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2 pièces | ||
| 2.1.2.3 | - Échelle optique | LC483-370 | HEIDENHAIN | 1 PCS | ||
| 2.1.3 | Configuration de l'axe Z | |||||
| 2.1.3.1 | - Vis tige | Personnalisé | NSK | 1 PCS | ||
| 2.1.3.2 | - Rail | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 pièces | ||
| 2.1.3.3 | - Échelle optique | LC483-370 | HEIDENHAIN | 1 PCS | ||
| 2.1.4 | Configuration de l'axe C | |||||
| 2.1.4.1 | - Encodeur angulaire | ECN113 | HEIDENHAIN | 1 PCS | ||
| 2.1.4.2 | - Moteur à entraînement direct | MSP-1000-2-002-158 | OGE | 1 PCS | ||
| 2.1.5 | Plateau tournant axe B | WDC-C180 | GuTien | 1 PCS | ||
| 2.1.5 | Plateau tournant axe A | WDC-C200L | GuTien | 1 PCS | ||
| 2.1.6 | Broche électrique à double tête à aimant permanent | Puissance nominale 7.1KW | Chuangyun | 1 PCS | ||
| 2.1.7 | Manipulateur de treillis à deux axes | - | Chuangyun | 1 PCS | ||
| 2.1.8 | Plateau | 148-LP-D4 | Chuangyun | 2 pièces | ||
| 2.1.9 | Plateau | 148-LP-D6 | Chuangyun | 2 pièces | ||
| 2.1.10 | Plateau | 148-LP-D8 | Chuangyun | 2 pièces | ||
| 2.1.11 | Mâchoire de serrage | D0.5-3.2/D3.0-7.0/D7-13 | Chuangyun | 1 jeu | ||
| 2.1.12 | Bloc en V de haute précision | (3-5) | Chuangyun | 1 PCS | ||
| 2.1.13 | Bloc en V de haute précision | (5-7) | Chuangyun | 1 PCS | ||
| 2.1.14 | Bloc en V de haute précision | (6-12) | Chuangyun | 1 PCS | ||
| 2.1.15 | Collet | D4W20 (80-00004) | SCHAUBLIN | 1 PCS | ||
| 2.1.16 | Sonde | TS150 | HEIDENHAIN | 1 PCS | ||
| 2.1.17 | Tige de meule (longue) | 119×∅31.75×∅96mm | Chuangyun | 1 PCS | ||
| 2.1.18 | Tige de meule (courte) | 87×∅31.75×∅96mm | Chuangyun | 1 PCS | ||
| 2.1.19 | Climatisation | - | YUEDE | 1 PCS | ||
| 2.1.20 | Lampe de signalisation tricolore | DC24V | Schneider | 1 PCS | ||
| 2.1.21 | Débitmètre | SI5000 | IFM | 1 PCS | ||
| 2.1.22 | Alimentation spécifique au variateur | 15KW | NEWCOM | 1 PCS | ||
| 2.1.23 | Groupe de vannes électromagnétiques | M4GE280R-CX-E20D-5-3 | MRC | 1 jeu | ||
| 2.1.24 | Système de lubrification automatique des axes X, Y et Z | - | Taïwan | 1 jeu | ||
| 2.2 | Configuration du système CNC | |||||
| 2.2.1 | BOXPC | FXPC004NN1HNR10 | NOMBRE | 1 PCS | ||
| 2.2.2 | Filtre de puissance | AGOFIL024A | NOMBRE | 1 PCS | ||
| 2.2.3 | Filtre de puissance | AGOFIL001S | NOMBRE | 1 PCS | ||
| 2.2.4 | Résistance | AGORES008 | NOMBRE | 1 PCS | ||
| 2.2.5 | Alimentation principale du système | MDLL3015N00AN0I | NOMBRE | 1 PCS | ||
| 2.2.6 | Pilote d'asservissement | MDLUX021B1CAN0I | NOMBRE | 4 pièces | ||
| 2.2.7 | Servomoteur axe B | SPX1262N5IA2L02 | NOMBRE | 1 PCS | ||
| 2.2.8 | Moteur axe A | MDLUX014B1CAN0I | NOMBRE | 1 PCS | ||
| 2.2.9 | Servomoteur axe Y | SPX0751V5IF2L02 | NOMBRE | 1 PCS | ||
| 2.2.10 | Servomoteur axe X/Z | MDLUX014B1CAN0I | NOMBRE | 2 pièces | ||
| 2.2.11 | Servomoteur d'axe U/W | SPX0952N5IA2L02 | NOMBRE | 2 pièces | ||
| 2.2.12 | Servomoteur axe V | MDLUX014B1CAN0I | NOMBRE | 1 PCS | ||
| 2.2.13 | Coupleur | SPX0751V5IA2L02 | NOMBRE | 1 PCS | ||
| 2.2.14 | Saisir | SPX0751V5IA2L02 | NOMBRE | 2 pièces | ||
| 2.2.15 | Sortir | EK1100 | NOMBRE | 2 pièces | ||
| 2.2.16 | Module d'entrée analogique | CTMT1809 | NOMBRE | 1 PCS | ||
| 2.2.17 | Terminateur | CTMT2809 | NOMBRE | 1 PCS | ||
| 2.2.18 | Panneau de commande | CTMT3162 | NOMBRE | 1 PCS | ||
| 2.2.19 | NCK | CTMT9011 | NOMBRE | 1 PCS | ||
| 2.2.20 | NCK | FXHE02ARE2HE000 | NOMBRE | 1 PCS | ||
| 2.2.21 | NCK | FXP2101200 | NOMBRE | 1 PCS | ||
| 2.2.22 | NCK | FXSO200061 | NOMBRE | 1 PCS | ||
| 2.2.23 | NCK | FXSV994100 | NOMBRE | 1 PCS | ||
| 2.2.24 | NCK | FXSO100006 | NOMBRE | 1 PCS | ||
| 2.2.25 | NCK | FXSO100008 | NOMBRE | 1 PCS | ||
| 2.2.26 | NCK | FXSO100375 | NOMBRE | 1 PCS | ||
| 2.2.27 | NCK | FXSO100392 | NOMBRE | 1 PCS | ||
| 2.2.28 | NCK | FXPA000586 | NOMBRE | 1 PCS | ||
| 2.2.29 | NCK | FXSW282122 | NOMBRE | 1 PCS | ||
| 2.2.30 | NCK | FXSW282124 | NOMBRE | 1 PCS | ||
| 2.2.31 | NCK | FXSO100012 | NOMBRE | 1 PCS | ||
| 2.3 | Configuration standard du logiciel d'affûtage d'outils | |||||
| 2.3.1 | Fraise simple | Chuangyun auto-développé | 1 PCS | |||
| 2.3.2 | Perceuse simple | Chuangyun auto-développé | 1 PCS | |||
| 2.3.3 | Vérification des collisions 3D avec simulation de machine 3D | Chuangyun auto-développé | 1 PCS | |||
| 2.3.4 | Simulation d'outils 3D | Chuangyun auto-développé | 1 PCS | |||
| 2.3.5 | Détection automatique de la sonde | Chuangyun auto-développé | 1 PCS | |||

