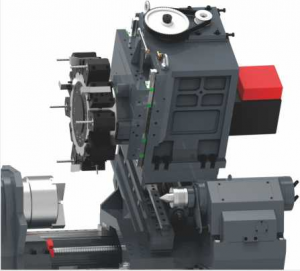
Centre de tournage CNC


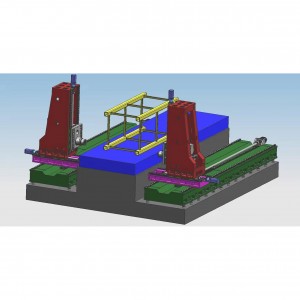
AXE POSITIF INTÉGRÉ
Structure Longmen, super rigide
La structure de l'axe Y positif intégré appartient à la coupe lourde à haute rigidité et ses performances sont meilleures que l'axe Y d'interpolation.
un. La coupe lourde avec un seul mouvement sur l'axe Y est meilleure que l'axe Y d'interpolation et l'axe Y est perpendiculaire à l'axe X.
b. Le traitement du contour plan est plus fluide et plus plat.
c. Plus pratique pour le traitement des surfaces composées et des contours.
L'équipement combiné tournage-fraisage « Y positif » présente des avantages évidents dans le fraisage plan d'usinage par rapport au tournage-fraisage combiné « Y interpolation ». Le mouvement de l'axe Y « Y positif » est perpendiculaire à l'axe X, qui est un seul -le mouvement de l'axe et le mouvement de l'axe Y "interpolation Y" consistent à interpoler une ligne droite à travers le mouvement simultané de l'axe X et de l'axe Y, la planéité du plan de fraisage et la comparaison de la rotation de l'axe "Y positif". fraisage combiné, le traitement combiné de tournage-fraisage sur axe « Y positif » est évidemment brillant et plat.
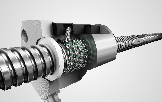
Double vis à billes fixe
Des vis à billes et des guides à rouleaux de haute qualité provenant des meilleurs fabricants mondiaux sont utilisés.
Bien que coûteux, seuls les produits de haute qualité peuvent répondre à une haute précision et à une longue durée de vie.
durée de vie requise par les clients.
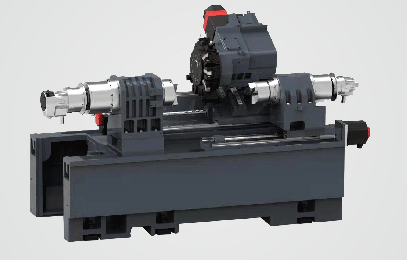
Servomoteurs à courant direct
Le servomoteur est directement connecté à la vis à billes via un accouplement en acier, qui
garantit l'absence de dégénérescence et de désalignement, même sous de lourdes charges.
Cela améliorera considérablement la précision du positionnement et l'usinage des filetages et des contours.
sera plus précis.
106 M 108 M 208 M
| Modèle d'article | Nom | Unité | 106M | 108M | 208M |
| Voyage | Max. Diamètre de rotation sur le lit | mm | φ600 | φ600 | φ600 |
| Max. Diamètre de traitement | mm | φ300 | φ300 | φ400 | |
| Max. Diamètre d'usinage sur le porte-outil | mm | φ220 | φ200 | φ300 | |
| Max. Durée de traitement | mm | 230 | 220 | 400 | |
| Distance entre les centres | mm | 300 | 300 | 600 | |
| Moteur de broche Hydrocylindre Église Paramètre | Nez de broche | taper | A2-5 | A2-6 | A2-6 |
| Max. Vitesse de la broche | tr/min | 5500 | 4300 | 4200 | |
| Cylindre d'huile/mandrin | déjeuner | 6" | 8" | 8" | |
| Alésage de broche | mm | φ56 | φ65 | φ65 | |
| Diamètre de la barre | mm | φ45 | φ52 | φ52 | |
| Puissance du moteur de broche à entraînement direct | kw | 17.5 | 22 | 22 | |
| Avance sur l'axe X/Z Paramètre | X Voyage | mm | 180 | 180 | 280 |
| Spécifications du guide linéaire X/Z | spe | 35/35Rouleau | 35/35Rouleau | 35/35Rouleau | |
| Voyage Z | mm | 300 | 300 | 600 | |
| Puissance du moteur X/Z/(Y) | kw | 1,8/1,8 | 1,8/1,8 | 1,8/1,8 | |
| Traversée rapide X/Z/(Y) | m/min | 30/30 | 30/30 | 20/20 | |
| Précision de positionnement | mm | ±0,005 | ±0,005 | ±0,005 | |
| Répéter la précision du positionnement | mm | ±0,003 | ±0,003 | ±0,003 | |
| Paramètre de tourelle | Position de l'outil | pièces | BMT45-12T | BMT45-12T | BMT55-12T |
| Moteur de tourelle de puissance | kw | 2,2/3,7 | 2,2/3,7 | 2,2/3,7 | |
| Porte-outil carré | mm | 20×20 | 20×20 | 20×20 | |
| Porte-outil d'alésage rond | mm | φ32 | φ32 | φ40 | |
| Temps de changement d'outil adjacent | seconde | 0,15 | 0,15 | 0,15 | |
| Précision de positionnement | / | ±2" | ±2" | ±2" | |
| Répéter la précision du positionnement | / | ±1" | ±1" | ±1" | |
| Contre-pointe Paramètres | Contre-pointe hydraulique programmable | / | √ | √ | √ |
| Max. Déplacement de la poupée mobile | mm | 360 | 360 | 440 | |
| Trou conique du manchon de poupée mobile | taper | MT5# | MT5# | MT5# | |
| Diamètre du manchon | mm | / | / | / | |
| Voyage à manches | mm | / | / | / | |
| Taille mécanique | Taille de la machine | mm | 2300×1800×1700 | 2300×1800×1700 | 2300×1800×1700 |
| Poids de la machine | kg | 3700 kg | 3800 kg | 5200kg |

Ravitailleur de barres automatique servo
Les mangeoires TENOLY présentent une conception robuste et automatisée,
Il augmente considérablement la productivité et simplifie les opérations de tournage.
Récupérateur de pièces
Le récupérateur de pièces est conçu selon le principe de la liaison mécanique, qui peut être rapidement
connecté au produit fini après le traitement.


Guide linéaire à rouleaux THK
Le guide linéaire a un jeu nul, une coupe en arc, une coupe en biseau et la texture de la surface est relativement uniforme. Il convient au fonctionnement à grande vitesse et réduit considérablement la puissance motrice requise pour la machine. Les rails de guidage linéaires utilisent le roulement au lieu du glissement, avec une faible perte de friction, une réponse sensible et une précision de positionnement élevée. Il peut supporter la charge dans les directions haut, bas, gauche et droite en même temps. Sous la charge, la surface de contact de la chenille est toujours en contact multipoint et la rigidité de coupe ne sera pas réduite ; Assemblage facile et interchangeable et structure lubrifiante simple ; les guides linéaires ont très peu d'usure et durent longtemps.
Vis à billes THK
Utilisation d'une vis à billes de haute précision, avec précharge d'écrou et vis
traitement de précontrainte, le jeu et l'échauffement et
les allongements sont éliminés à l'avance, montrant un excellent positionnement
et la répétabilité.
Entraînement direct avec servomoteur pour réduire les erreurs de jeu.

Bras motorisé de haute précision pour tour
Outil de réglage vers le bas avec une répétabilité de haute précision Disponible dans une variété de tailles différentes pour répondre à divers besoins industriels Disponible dans une variété de tailles standard, ainsi que des bras de mesure en acier sur mesure avec un faible coefficient de dilatation
Utiliser une sonde robuste en zircone
Prend peu de place sur la machine lorsqu'il n'est pas utilisé
Mandrin hydraulique
Le tour est équipé en standard d'un mandrin hydraulique traversant. Le mandrin peut être personnalisé en fonction des besoins du client et une variété d'options vous donneront le mandrin de serrage le plus adapté.
Broche secondaire
Les deux extrémités de la pièce peuvent être usinées en même temps en un seul serrage, ce qui simplifie grandement l'opération manuelle.