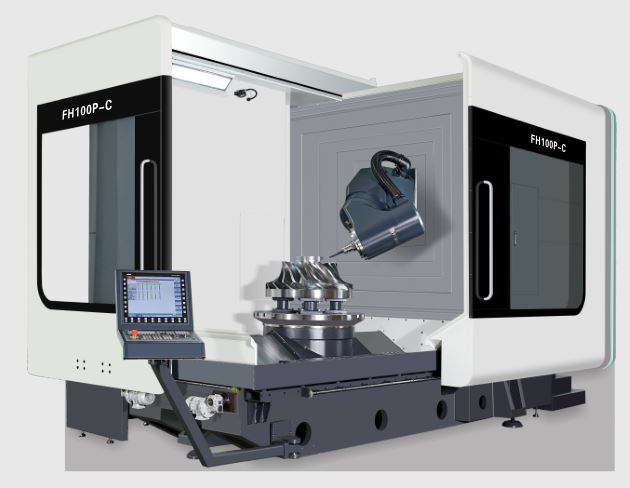
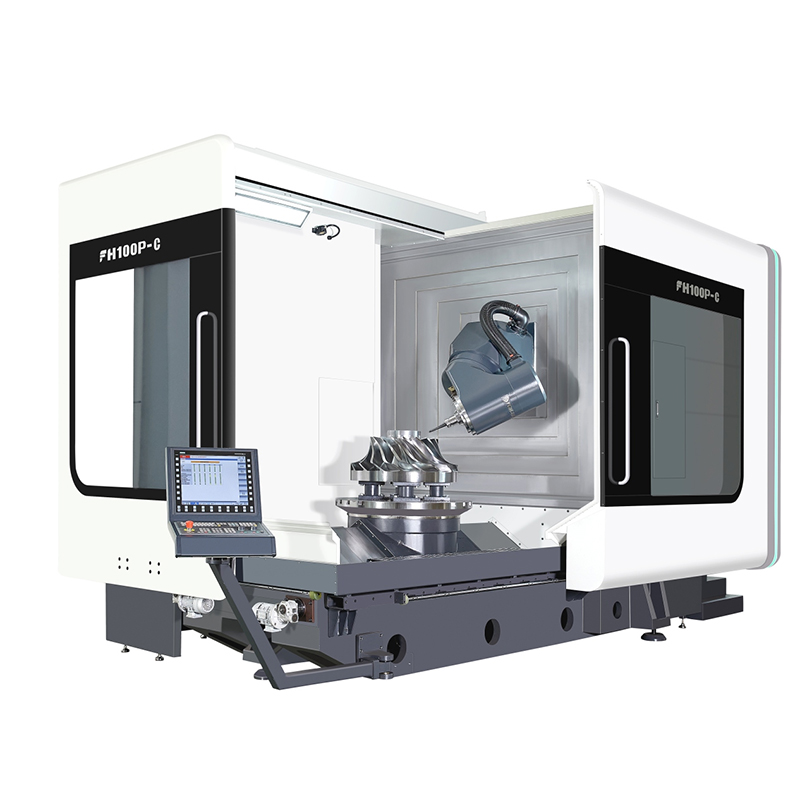
Tournage de fraisage simultané à 5 axes 100P-C
Contenu de la livraison
Tableau de fonction des accessoires standard (veuillez vous référer à la fonction du contrôleur pour la partie commande électrique)
1. Contrôleur Siemens 840DSL
2. Tête pivotante multifonction à cinq axes de marque
3. Broche électrique DGZX-24012/34B2-KFHWVJS
4. Système de changement d'outil automatique de magasin de 40 outils HSK-A100
5. X/Y/Z entraînement par vis à billes creuses de refroidissement
6. 7 glissières linéaires à rouleaux (3 pour l'axe X, 2 pour l'axe Y/Z)—BOSCH REXROTH
7. Règle optique entièrement fermée à trois axes X/Y/Z
8. Dispositif de contrôle de la température du boîtier électrique
9. Refroidisseur de broche
10. Dispositif de roulement à copeaux en spirale et convoyeur à copeaux de fer arrière
11. Eau du centre de la broche, pulvérisation d'eau annulaire
12. Soufflez de l'air au centre de la broche et soufflez de l'air dans l'anneau.
13. Le croissant de lune à tête à cinq axes souffle de l'eau et le croissant de lune souffle de l'air.
14. 1 type de verrouillage de sécurité pour les portes de travail avant et latérales
15. Dispositif de refroidissement par circulation de broche.
16. Lampe fluorescente de travail étanche
17. Dispositif de station hydraulique
18. Unité de sonde infrarouge Renishaw OMP60
19. Régleur d'outils laser Renishaw
20. Dispositif central de lubrification d'alimentation automatique centralisé
21. Pistolet à eau de nettoyage côté opération et interface air
22. Système de refroidissement du liquide de coupe
23. Tôle de protection entièrement fermée
24. Boîte d'opération
25. Le coffret électrique est équipé d'un climatiseur
26. Volant électronique Siemens
27. Commutateur de déverrouillage de l'outil de broche à commande au pied
28. Coussinets de niveau de fondation et boulons de fondation
29. Outils de réglage et boîtes à outils
30. Manuel technique
Paramètre
| Article | Uni | FH100P-C |
| Voyage de l'axe X | mm | 1000 |
| Voyage de l'axe Y | mm | 1150 |
| Voyage de l'axe Z | mm | 1000 |
| Distance entre le nez de la broche et la surface de la table de travail | mm | 160-1160 |
| Tête de fraisage horizontale | mm | 30-1030 |
| Vitesse d'alimentation/déplacement rapide | m/min | 40 |
| Force d'alimentation | KN | 10 |
| Table rotative (axe C) | ||
| Taille de la table de travail | mm | Ø1050 |
| Charge max.table (moulin) | kg | 4000 |
| Charge max.table (tournant) | kg | 3000 |
| Table tournante | tr/min | 45 |
| Table de fraisage/tournage (fraisage et tournage composés) | tr/min | 500 |
| Angle de division minimal | ° | 0,001 |
| Couple nominal | Nm | 1330 |
| Couple maximal | Nm | 2630 |
| Tête de fraisage oscillante CNC (axe B) | ||
| Plage de swing (0=Vertical/180=Niveau) | ° | -15~180 |
| Vitesse de déplacement et d'alimentation rapide | tr/min | 103 |
| Angle de division minimal | ° | 0,001 |
| Couple nominal | Nm | 1050 |
| Couple maximal | Nm | 2130 |
| Broche (tournage et fraisage) | ||
| Vitesse de broche | tr/min | 10000 |
| Puissance de broche | Kw | 42/58 |
| Couple de broche | Nm | 215/350 |
| Taraud de broche |
| HSKA100 |
| Distance du centre de la broche à surface de guidage du faisceau | mm | 1091.5 |
| Modèle | Unité | FH100P-C |
| Magasin d'outils | ||
| Interface de l'outil |
| HSKA100 |
| Capacité du magasin d'outils | PC | 40 |
| Diamètre/longueur/poids max. de l'outil |
| Ø135/300/12 |
| Commutateur d'outil (outil à) | S | 2 |
| Appareil de mesure | ||
| Sonde infrarouge | Rensishaw OMP60 | |
| Instrument de détection d'outil dans la zone de traitement de travail | Rensishaw NC4F230 | |
| La capacité de traitement | ||
| Diamètre de perçage max. (acier moyen) |
| Ø50 |
| Diamètre de taraudage max. (acier moyen) |
| M40 |
| Diamètre de fraisage max. (acier moyen) |
| 250 |
| Précision (ISO230-2 et VDI3441) | ||
| Précision de positionnement X/Y/Z | mm | 0,006 |
| Précision de positionnement de répétition X/Y/Z | mm | 0,004 |
| Précision de positionnement B/C |
| 8" |
| Précision de positionnement de répétition B/C | 4" | |
| Système de contrôle |
| Siemens840D |
| Hauteur de la machine (machine générale) | mm | 3650 |
| Zone occupée pour la machine principale(L*W) | mm | 5170x3340 |
| Zone occupée pour le magasin d'outils (L*W) | mm | 1915x1400 |
| Zone occupée pour le convoyeur à copeaux(L*W) | mm | 3120x1065 |
| Zone occupée pour le réservoir d'eau(L*W) | mm | 1785x1355 |
| Superficie totale occupée pour terminer la machine (L * W) | mm | 6000x3750 |
| Poids de la machine | Kg | 21000 |
Machine CNCmanette
| Système de contrôle | Siemens 840DSL (moteur et variateur) | ||
| Nombre d'axes de contrôle | Fraisage simultané 5 axes avec tournage simultané (axe CN + broche, axe BC) | ||
| Commande simultanée de 5 axes Fraisage et tournage simultanés | axe de positionnement | Norme X, Y, Z, B, C | |
| interpolation | ligne droite | Axes X, Y, Z, B, C (X, Y, Z, B, C peuvent être compensés) | |
| arc | Axes X, Y, Z, B, C (X, Y, Z, B, C peuvent être compensés) | ||
| Unité d'instruction minimale | 0.001um | ||
| unité de commande minimale | 0,1 nm | ||
| Afficher | 19LCD | ||
| Moteur | Triple capacité de surcharge avec encodeur absolu (la position de l'encodeur n'est jamais perdue) | ||
| Fonction de communication externe | Interface Ethernet et RS232C | ||
| Mode de fonctionnement | MDI, Auto, Manuel, Volant, Origine (absolue), REPOS | ||
| par programmation | Éditeur de langage ISO en ligne | ||
| Capacité maximale de stockage de la programmation de l'automate | 2048 Ko | ||
| Fonction d'interpolation | Lignes droites, cercles à travers et à travers les points centraux, spirales, surfaces fines, réglages à grande vitesse, etc. | ||
| Nombre de corrections d'outil | 512 groupes | ||
| Grossissement du volant | 0.1/0.01/0.001mm | ||
| Réglage minimum et unités mobiles | 1um/X,Y,Z | ||
| sauvegarde des données | Les données de la mémoire ne seront jamais perdues lors de la mise hors tension | ||
| taux d'alimentation | 0%-150% | ||
| Agrandissement rapide | 0%-100% | ||
| Interface d'entrée et de sortie | Interface Ethernet et RS232C, carte CF, sauvegarde de stockage USB | ||
| langue d'affichage | Chinois et anglais | ||
Quantité de configuration standard
| No | Nom de l'accessoire | unité | Qté |
| 1 | interrupteur de commande au pied | ensemble | 1 |
| 2 | Mécanisme de serrage hydraulique | ensemble | 1 |
| 3 | Dispositif de lubrification centralisé | ensemble | 1 |
| 4 | système de refroidissement | ensemble | 1 |
| 5 | lampe de travail | ensemble | 1 |
| 6 | Lumière tricolore | ensemble | 1 |
| 7 | pont horizontal | pièces | 1 |
| 8 | Fixations de machines-outils | ensemble | 1 |
| 9 | Ensemble d'outils standard | ensemble | 1 |
| 10 | serrure de porte de sécurité | ensemble | 1 |
| 11 | trousse de fondation | ensemble | 1 |
| 12 | Installer l'outil de réglage | ensemble | 1 |
| 13 | Taraudage rigide et positionnement multipoint de la broche | ensemble | 1 |
| 14 | Convoyeur à vis et machine d'évacuation automatique des copeaux | ensemble | 1 |
| 15 | Système hydraulique standard | ensemble | 1 |
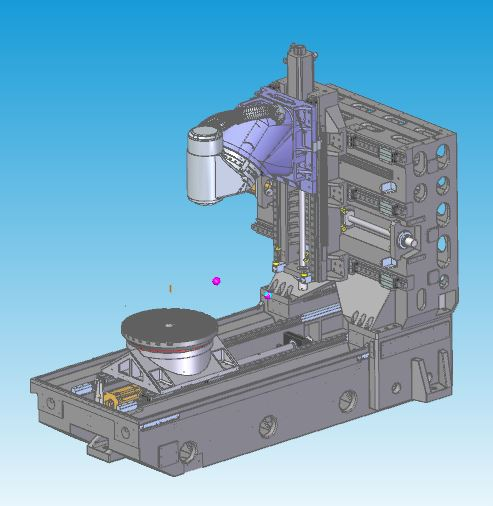
Caractéristiques de conception |Meilleure conception d'analyse de coulée de fil mécanique
Structure de coulée thermosymétrique de type boîte complète, utilisant de la fonte de haute qualité de qualité Meehanna
Traitement de trempe et de vieillissement naturel pour éliminer le stress interne
Les vibrations structurelles à fréquence naturelle éliminent les contraintes de traitement des matériaux
Conception de colonne à grande rigidité à grande surface avec paroi pleine, améliorant efficacement la rigidité et la précision statique et dynamique
Entraînement à vis de refroidissement creux à trois axes
Tête de fraisage oscillante CNC (axe B)

Caractéristiques de conception
Chaîne de transmission zéro moteur DD intégrée, conception sans jeu
Caractéristiques d'accélération élevées
La portée la plus courte entre le point de nez de l'outil de la broche et le point de support structurel réalise la rigidité maximale de la coupe
Les roulements YRT plus grands augmentent la rigidité
Équipé d'un système de mesure d'encodeur rotatif de haute précision HEIDENHAIN, contrôle entièrement en boucle fermée pour assurer la meilleure précision
Conception du système de refroidissement de la broche et de l'axe B pour réduire le transfert de chaleur
Table rotative (axe C)

Caractéristiques de conception
Chaîne de transmission zéro moteur DD intégrée, conception sans jeu
Caractéristiques de réponse élevées à l'accélération et à la décélération
Les roulements YRT plus grands augmentent la rigidité
Couple d'entraînement nominal élevé, positionnement et usinage avec dispositif de positionnement et de serrage de table
Répondre aux deux besoins de traitement du fraisage et du fraisage-tournage, réduire la manipulation des pièces et améliorer la précision du produit
Équipé d'un système de mesure d'encodeur rotatif de haute précision HEIDENHAIN, contrôle entièrement en boucle fermée pour assurer la meilleure précision
Conception du système de refroidissement pour réduire le transfert de chaleur
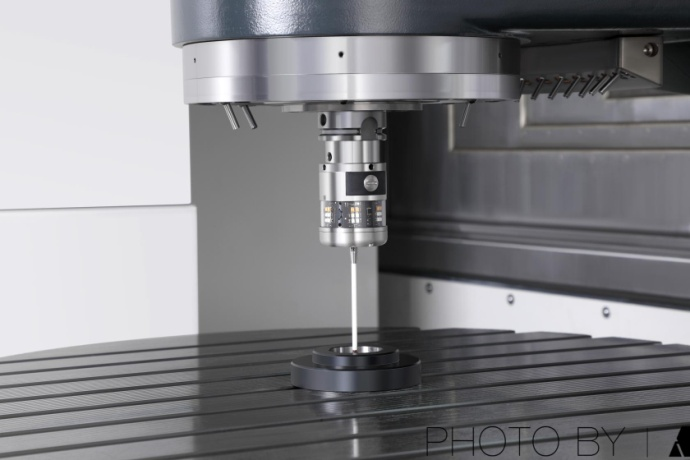
Outil de réglage relevable

Caractéristiques de conception
Équipé du système de réglage d'outils laser sans contact Ransishaw NC4F230 pour une plus grande précision
Réglage automatique de l'outil sur la machine, mise à jour automatique de la compensation d'outil
Le dispositif de réglage d'outil peut être relevé et abaissé pour économiser l'espace de la surface de traitement
La conception en tôle entièrement scellée protège le poseur d'outils de l'eau et de la limaille de fer pendant le traitement
Sonde infrarouge
Caractéristiques de conception
Équipé d'une sonde tactile optique Ransishaw OMP60
Alignement des pièces sur machine et inspection de la taille, réduction des erreurs d'inspection manuelle, amélioration de la précision du produit et de l'efficacité du traitement
90 % d'économies sur le temps d'assistance sur machine