






Rectifieuse cylindrique CNC E30 pour outils de coupe

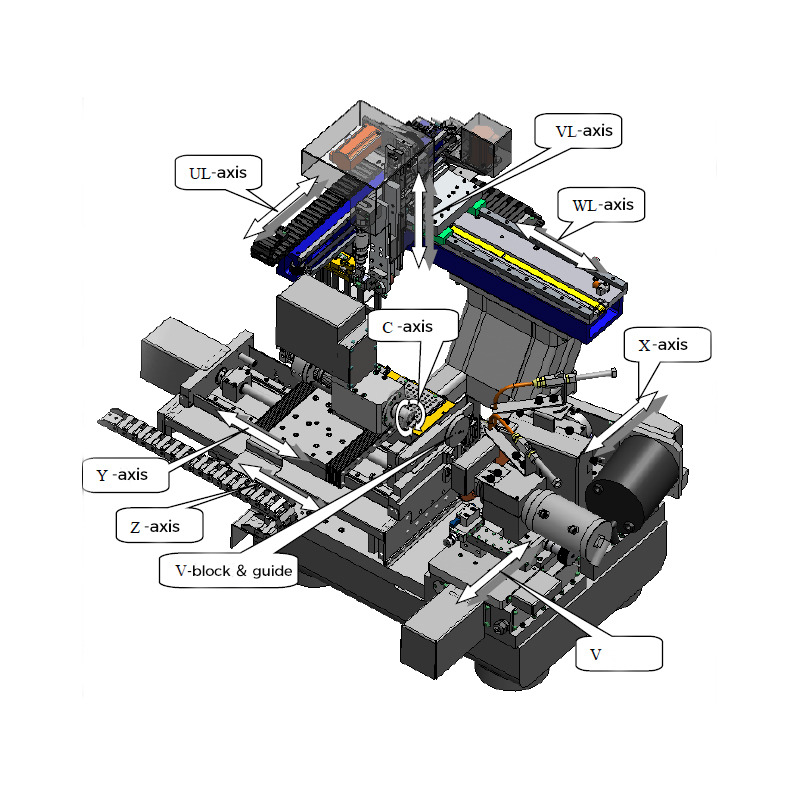
Schéma de structure principal de la machine
Champ d'application
Domaine d'application : fraise, foret, alésoir et diverses pièces de haute précision.
Plage de traitement : plage de diamètres des produits traités : Φ3~Φ20 mm, plage de longueurs des produits traités : 120 mm (automatique), 330 mm (manuel).
Caractéristiques de traitement : meulage simultané de meules doubles fines et grossières, traitement et formage uniques.
Présentation de la machine
1. Structure du lit :
2. Tôle de l'ensemble de la machine : l'ensemble de la machine a une structure entièrement fermée et le cadre principal est séparé du couvercle extérieur pour éviter les vibrations.
3. Système de contrôle : NEWCON
4. Le principe du parage :
• Axe X (mécanisme de meule grossière) : réalise le mouvement alternatif de la meule grossière dans la direction de l'axe X ;
• Axe V (mécanisme de meule fine) : réalise le mouvement alternatif de la meule fine dans la direction de l'axe V ;
• Axe Y (mécanisme d'alimentation sur l'axe Y) : réalise le mouvement alternatif de la table de travail dans la direction de l'axe Y ;
• Axe C (mécanisme de rotation de la tête de travail) : réalise le mouvement de rotation de la tête de travail dans la direction de l'axe C : ;
• Axe UL, axe VL et axe WL (mécanisme de sélection et de placement du manipulateur) : réalisent le mouvement alternatif du manipulateur dans les directions horizontale et verticale ;
• Roue de guidage et support bloc V : Auxiliaire à la fin des usinages.
1. Pièces mobiles : axe X, axe V, axe Y, axe WL, axe UL, axe VL, mécanisme de roue de guidage, mécanisme de bras, mécanisme de réglage de l'hystérésis
2. Broche de pièce à usiner : broche fabriquée par Chuangyun
3. Broche de meulage : moteur en tungstène Xiamen
4. Lubrification de l'ensemble de la machine : des graisseurs sont réservés à chaque axe et lubrifiés régulièrement
5. Méthode d'alimentation : alimentation par manipulateur à trois axes
Spécifications techniques
| méthode de contrôle | Boutons externes, écran tactile | |
| Méthode d'affichage | Écran tactile, voyant d'avertissement | |
| méthode de refroidissement | Refroidisseur d'huile | |
| méthode de transfert | Hydraulique, pneumatique, servomoteur | |
| alimentation | C.A. 3 × 380 V, 50 Hz | |
| Puissance totale maximale | 25KW | |
| Dimensions | 2152×1838×2614 millimètres | |
| poids brut | 3050 kg | |
| Pression d'huile de refroidissement | 0,6 ~ 0,8MPa | |
| pression barométrique | Pression totale de la route : 5~6Bar | |
| Pression d'air du mandrin : 2 ~ 3 bars. | ||
| Pression d'air de la roue de guidage : 2 ~ 2,5 bar | ||
| Pression du trajet d'air de la pince : 1,5 ~ 4 bar | ||
| Pression d'air du bras : 5 ~ 6 bars | ||
| Pression d'air de nettoyage à l'échelle optique : 0,6 ~ 0,7 bar | ||
| Paramètres du manipulateur | ||
| Axe UL | Voyage | 450mm |
| Répétabilité | 0,02 mm | |
| Vitesse de fonctionnement maximale | 15000 mm/min | |
| Axe VL | Voyage | 100mm |
| Répétabilité | 0,02 mm | |
| Vitesse de fonctionnement maximale | 15000 mm/min | |
| Axe WL | Voyage | 540mm |
| Répétabilité | 0,02 mm | |
| Vitesse de fonctionnement maximale | 15000 mm/min | |
| Paramètre de l'axe de traitement | ||
| Axe Y | Voyage | 350mm |
| Précision de résolution minimale | 0,0001mm | |
| Axe X | Voyage | 35mm |
| Précision de résolution minimale | 0,0001mm | |
| Axe V | Voyage | 35mm |
| Précision de résolution minimale | 0,0001mm | |
| Roue de guidage | Précision de rotation : | ≤0,010 mm |
| Tête de travail (axe C) | Puissance du moteur | 1,57 kW |
| Vitesse de rotation | ≤2000 tr/min | |
| Précision du faux-rond | ≤0,002 mm | |
| résolution minimale | 0,0001° | |
| Broche de meule grossière | Puissance du moteur | 8,5 kW |
| Vitesse de rotation | ≤5000rpm | |
| Précision du faux-rond | ≤0,002 mm | |
| équilibre dynamique | ≤G0,4 | |
| Broche de meule fine | Puissance du moteur | 1,4 kW |
| Vitesse de rotation | ≤7950 tr/min | |
| Précision du faux-rond | ≤0,002 mm | |
| équilibre dynamique | ≤G0,4 | |
| Paramètres de meulage |
|
|
| Modèle de mandrin | W20 | |
| Diamètre de meule grossier | Ø250mm | |
| Diamètre de la meule fine | Ø150mm | |
| Diamètre de la tige de la pièce | Ø3-Ø12mm (automatique) / Ø3-Ø20mm (manuel) | |
| Gamme de meulage de pièces | Ø0.08 - Ø20mm | |
| longueur de la pièce | 120 mm (automatique) / 350 mm (manuel) | |
| La longueur maximale de traitement de la pièce | 330 mm | |
| Traitement du faux-rond du diamètre extérieur | ≤0,003 mm | |
| Précision d'usinage en longueur | ±0,1mm | |
| Précision d'usinage des angles | ≤0,3° | |
| Précision de l'apparence | ≤Ra0,4 (finition du meulage) | |
Liste de configuration standard
| 10 | Système CNC | NOUVEAUC0N | 1 |
| 20 | servomoteur | NOUVEAUC0N | 8 |
| 30 | Pilote de serveur | NOUVEAUC0N | 4 |
| 40 | Panneau de commande/volant | NOUVEAUC0N | 1 |
| 50 | Module de tête de travail de haute précision | GÉSAC | 1 |
| 60 | Broche électrique de haute précision (1,4 kW) | GÉSAC | 1 |
| 70 | Moteur de haute précision (7,1 kW) | GÉSAC | 1 |
| 80 | Broche mécanique de haute précision | GÉSAC | 1 |
| 90 | Rail de précision | Schneeberger | 10 |
| 100 | Voie linéaire à rouleaux croisés de précision | Schneeberger | 4 |
| 110 | Vis à billes de précision | NSK | 4 |
| 120 | Logiciel de simulation d'opérations et de traitements (différence de pas standard, sphérique, etc.) | GÉSAC | 1 |
| 130 | Onduleur | GÉSAC | 1 |
| 140 | Onduleur | GÉSAC | 1 |
| 150 | écran tactile | 19寸ELO | 1 |
| 160 | Dispositif de verrouillage de porte de sécurité pour machine-outil | Jinzhong | 1 |
| 170 | capteur | Baumer | 3 |
| 180 | capteur de débit | Yifumen | 1 |
| 190 | Composants électriques | Schneider | 1 |
| 200 | Composants pneumatiques | MRC | 1 |
| 210 | Fils et câbles | ComCab | 1 |
| 220 | Climatiseur rackable | GÉSAC | 1 |
| 230 | Roue de pression de précision Ø92x8 | GÉSAC | 1 |
| 240 | Roue de pression de précision Ø92x15 | GÉSAC | 1 |
| 250 | Mandrin W20 D4 | GÉSAC | 1 |
| 260 | Bac standard D4 | GÉSAC | 3 |
| 260 | Bloc en V correspondant de haute précision (3-6)*10 | GÉSAC | 1 |
| 280 | Bride de meule de haute précision (type à changement rapide) | GÉSAC | 2 |
| 290 | Jeu complet de doigts de manipulateur | GÉSAC | 1 |
Caractéristiques des machines
7 axes CNC, 4 axes CNC sont utilisés dans la zone de traitement, ce qui peut réaliser un chargement et un déchargement automatiques, une production par lots sans pilote
Précision d'usinage et efficacité des machines-outils
1. Le faux-rond radial de la pièce est inférieur à 0,003 mm ;
2. La précision de la taille 2,0 est contrôlée à ± 0,005 mm ;
3. La rondeur de la pièce est inférieure à 0,003 mm ;
4. Rugosité de surface < Ra0,4 ;





